ASTM A234 WPB WPC WP5 WP9 WP11 WP22 Спецификация фитингов
время выдачи:2024-01-22 Количество чтений:150ASTM A234 (ASME SA234) — это стандартная спецификация фитингов из углеродистой и легированной стали для эксплуатации при умеренных и высоких температурах. Обычно используются материалы класса ASTM A234 WPB, WPC, WP5, WP9, WP11, WP22 и WP91. Он охватывает сварные встык трубные фитинги: колено, тройник, переходник, колпачок и крестовину, а также некоторые резьбовые фитинги для труб, сваренные в раструб.
Наш ассортимент поставок
Марки углеродистой стали: ASTM A234, марка WPB, WPC,
Марки легированной стали: ASTM A234 WP1, WP12 CL1/2, WP11 CL1/2/3, WP12 CL1/3, WP5 CL1/3, WP9 CL1/3, WP91 Тип 1/2.
Наружные диаметры: от 1/2 до 48 дюймов в соответствии с ASME B16.9.
Таблица толщины стенок: SCH 10, SCH 20, SCH 30, SCH 40, SCH STD, SCH 80, SCH XS, SCH120, SCH 160, SCH XXS соответствуют ASME B36.10.
Класс давления: Класс 150, 300, 600, 900, 1500, 2500
Производственные стандарты: ASME B16.9, ASME B16.11, MSS-SP-79, MSS-SP-83, MSS-SP-95, MSS-SP-97.
Стандартная область применения ASTM A234
Спецификация охватывает фитинги из кованой углеродистой и легированной стали бесшовной и сварной конструкции, соответствующие последней версии ASME B16.9, B16.11, MSS-SP-79/83/95/97. Эти фитинги используются в напорных трубопроводах и производстве сосудов под давлением для эксплуатации при умеренных и повышенных температурах. Фитинги, не соответствующие вышеуказанным стандартам, должны соответствовать A960/A960M.
Он не распространяется на литые сварочные фитинги, соответствующие стандартам ASTM A216/A216M и A217/217M.
Материалы и производство
Сырьевой материал для изготовления фитингов ASTM A234 должен быть полностью раскисленным, состоящим из поковок, прутков, пластин, листов, а также бесшовных или сварных плавлением труб с добавлением присадочного металла и должен соответствовать химическим требованиям Таблицы 1. Если не указано иное для углерода стальные пластины или листы, сталь может быть изготовлена как с крупным, так и с мелким зерном. Какой ASTM A234 WP9 должен быть адаптирован к практике мелкого зерна.
Операции поковки или формовки могут быть выполнены путем ковки, прессования, прошивки, высадки, прокатки, экструзии, гибки, сварки плавлением, механической обработки или комбинации двух или более вышеуказанных операций. Цель производства состоит в том, чтобы не создавать вредных дефектов в арматуре.
Лист данных фитингов ASTM A234 WP
Химический состав:
Таблица 1
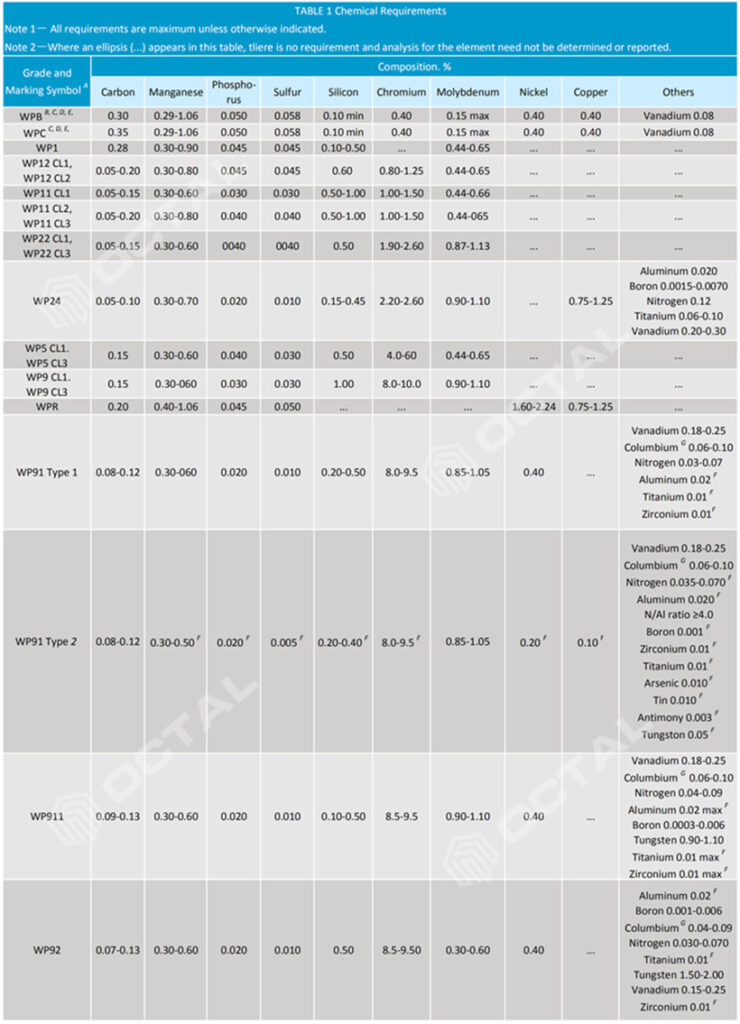
А. Если фитинги А234 изготавливаются методом сварки, к указанному выше классу и маркировке добавляется буква «W».
B. Для фитингов, изготовленных из стального листа или стержня, может потребоваться максимальное содержание углерода 0,35.
C. В случае изготовления поковок допускается содержание углерода максимум 0,35 и кремния максимум 0,35 без минимума.
D. При каждом снижении содержания углерода на 0,01 % ниже установленного максимума углерода допускается увеличение содержания марганца на 0,06 % выше указанного максимума, вплоть до максимума 1,65 %.
E. Содержание меди + никеля + хрома + молибдена не должно превышать 1,00 %.
F. Применяется как к термическому анализу, так и к анализу продукции.
G. Колумбий (Cb) и Ниобий (Nb) — альтернативные названия элемента 41 в Периодической таблице элементов.
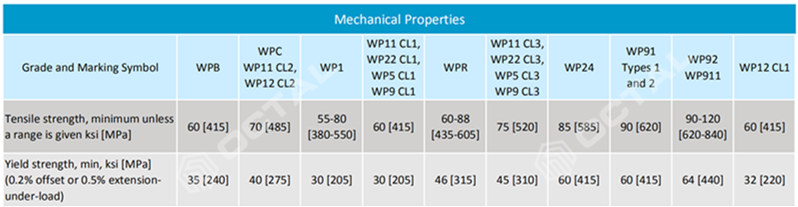
Механические свойства:
Таблица 2
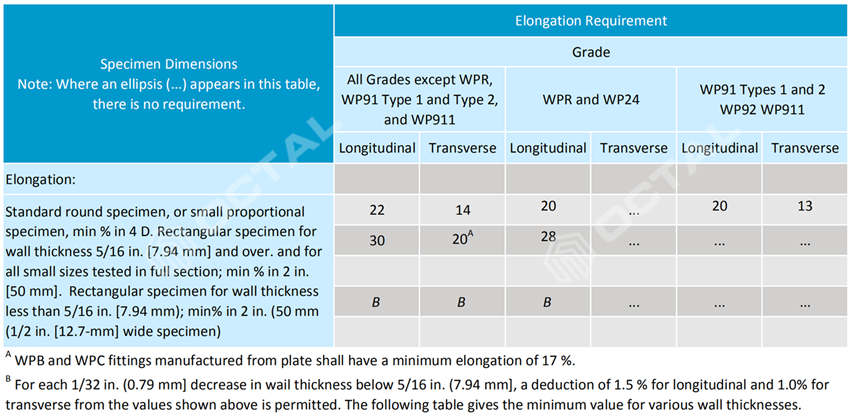
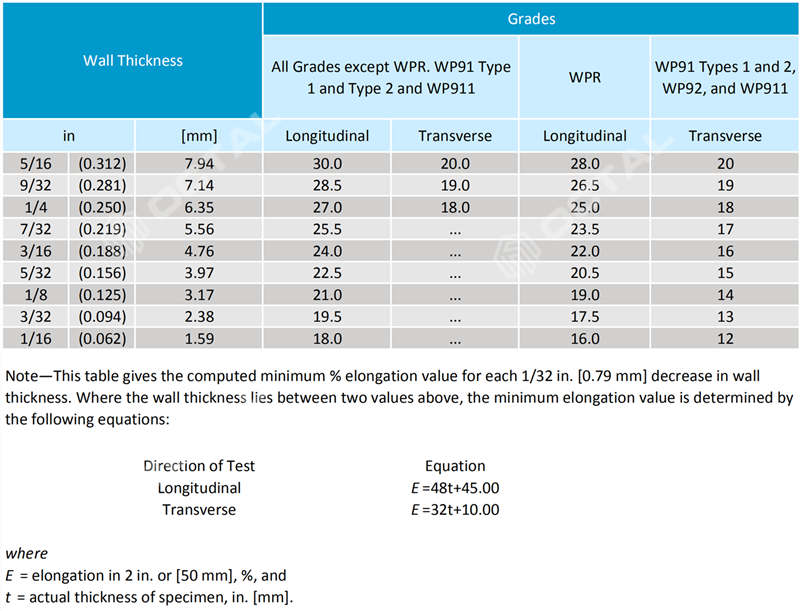
Удлинение
Термическая обработка
Трубопроводная арматура ASTM A234 (ASME SA234) после формования при повышенной температуре должна быть охлаждена до температуры ниже критического диапазона в подходящих условиях, которые предотвращают вредные дефекты, вызванные слишком быстрым охлаждением, но ни в коем случае не быстрее, чем скорость охлаждения в неподвижном состоянии. воздух. Ссылка на стандарт раздела 7 ASTM A960/A960M.
Для марок углеродистой стали ASTM A234 WPB, WPC, WPR
Фитинги из WPB, WPC, WPR горячей штамповки, формованные при температуре от 620 ℃ [1150 ℉] до 980 ℃ [1800 ℉], не требуют термической обработки: они охлаждаются на неподвижном воздухе.
Горячеформованные или кованые фитинги из WPB, WPC, WPR, изготовленные при температуре выше 980 ℃ [1800 ℉], должны быть отожжены, нормализованы или нормализованы и отпущены. Фитинги NPS4 горячей ковки не требуют термической обработки.
Фитинги размером более NPS12, изготовленные путем локального нагрева части заготовки фитинга до любой температуры для формовки, должны быть отожжены, нормализованы или нормализованы и отпущены. И эти фитинги включают колено, тройник, переходники, содержание углерода должно составлять менее 0,26%. NPS12 не нуждается в термической обработке в рамках этого процесса формования.
Холодноформованные фитинги, работающие при температуре ниже 620℃[1150℉], должны быть нормализованы или сняты напряжения при температуре от 595 до 690℃[1100–1275℉].
Фитинги, изготовленные методом сварки плавлением и имеющие толщину стенки на сварном конце 3/4 дюйма [19 мм] или больше, должны подвергаться послесварной термообработке при температуре от 595 до 675 ℃ [от 1100 до 1250 ℉].
По желанию производителя может быть проведена термообработка.
Твердость
Минимум две детали на партию или непрерывную серию должны быть проверены на твердость, чтобы убедиться, что фитинги каждого класса соответствуют Таблице 2. За исключением того, что приобретается только один фитинг и за исключением класса WP91 Типа 1 и Типа 2.
Фитинги для ASTM A234 WP5, WP9 и WPR, максимальная твердость 217 HBW.
Гидростатические испытания
Должно соответствовать ASTM A960/A960M.