ASTM A860 WPHY 52, 60, 65, 70 Фитинги для труб
время выдачи:2024-01-19 Количество чтений:153ASTM A860 — это стандартная спецификация для стыковой сварки деформируемых высокопрочных ферритных сталей. Марка WHPY 42, 46, 52, 56, 60, 65, 70 соответствует стандарту труб API 5L от X42 до X70, используемому для транспортировки нефти и газа.
Наш ассортимент поставок
Марки: ASTM A860 WHPY 42, 46, 52, 56, 60, 65, 70.
Наружные диаметры: от 1/2 до 14 дюймов по ASME B16.9, от 14 до 48 дюймов по MSS-SP-75.
Таблица толщины стенок: SCH 10, SCH 40, SCH 160 соответствуют ASME B16.9.
Класс давления: Класс 150, 300, 600, 900, 1500, 2500
Производственные стандарты: ASME B16.9, ASME B16.28, MSS-SP-75.
Размеры:
Для NPS 14 и меньше привариваемых встык фитингов см. ASME B16.9.
Размеры от NPS 14 до NPS 48 должны соответствовать MSS-SP-75.
Стандартный объем
Эта спецификация включает в себя кованые высокопрочные низколегированные стальные фитинги для стыковой сварки бесшовных и электросварных конструкций, соответствующие последним версиям ASME B16.9, ASME 16.28 и MSS-SP-75. Принадлежности для стыковой сварки отличаются от этих стандартов ASME, и MSS должны предоставляться в соответствии с дополнительными положениями спецификации S58 стандарта A960/A960M. Эти аксессуары подходят для систем транспортировки и распределения нефти и газа под высоким давлением.
Он предусматривает дополнительные требования к фитингам, когда требуется более высокий уровень проверки. В спецификацию не включены литые сварные фитинги или фитинги для отливок.
Продукция, представленная в настоящей спецификации, должна соответствовать требованиям спецификации А960/А960М, включая любые дополнительные требования, указанные в заказе на поставку. Несовместимые компоненты A690/A960M не соответствуют общим требованиям данной спецификации. В случае противоречия между настоящей спецификацией и спецификацией A960/A960M преимущественную силу имеет данная спецификация.
Материалы и производство
Материал фитинга должен представлять собой полностью разрушенный мелкозернистый материал, который производится в процессе плавления для получения круглых, хорошо диспергированных мелких сульфидных включений, обеспечивающих хорошую ударную вязкость и помогающих противостоять водородному растрескиванию. И имеет возможность пайки в полевых условиях.
Технический паспорт трубопроводной арматуры ASTM A860 WPHY
Химические требования (ASTM A860 WPHY 42, 52, 60, 65, 70)
Таблица 1:
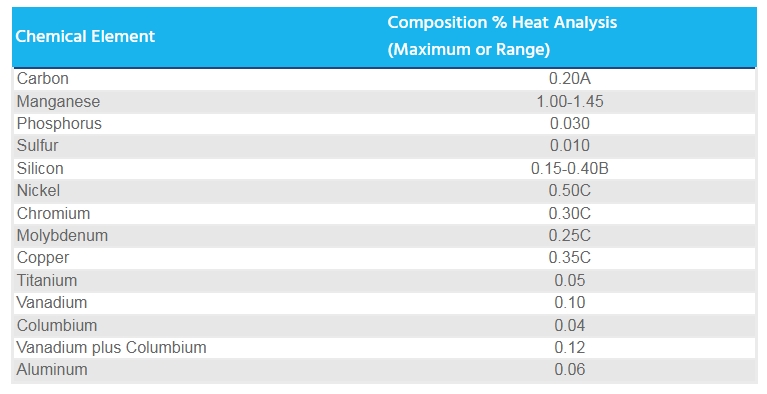
A: Углеродный эквивалент, рассчитанный по следующей формуле, не должен превышать 0,42%.
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
B: Если используется вакуумное углеродное раскисление, содержание кремния не должно превышать 0,10% по термическому анализу и 0,12% по анализу продукта.
C: Ni + Cr + Mo + Cu не должно превышать 1,0%.
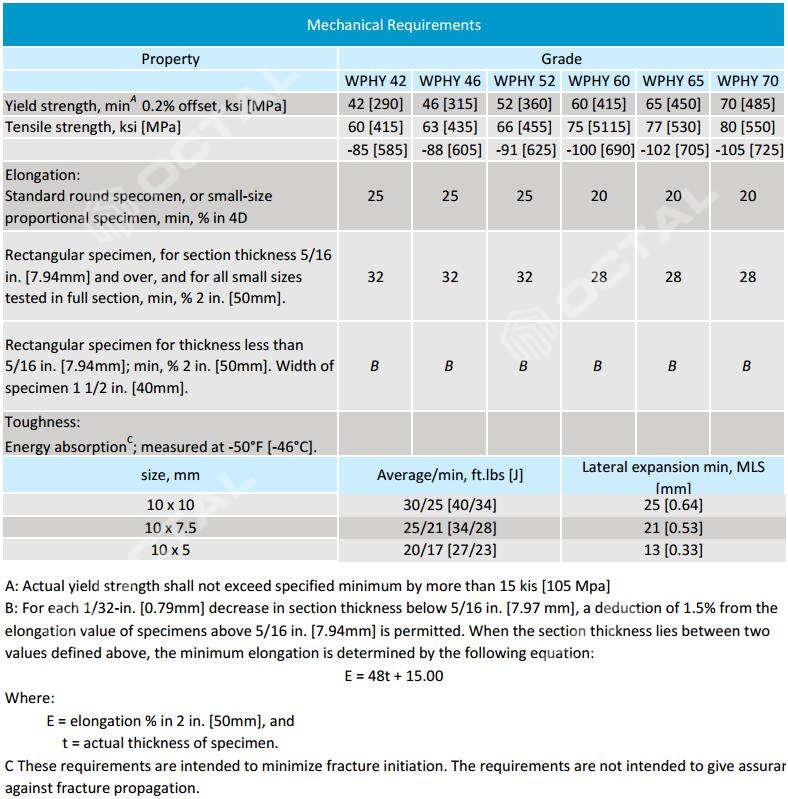
Механические свойства (ASTM A860 WPHY 42, 52, 60, 65, 70)
Таблица 2:
Сырье для производства фитингов ASTM A860
Сырьем должны быть пластины, пластины, поковки, кованые прутки, а также бесшовные или сварные плавлением изделия из голени с присадочным металлом. Химический состав должен соответствовать таблице 1.
а. Материалы, требующие добавления какого-либо элемента, кроме элементов, перечисленных в Таблице 1, особо не требуются. Это не исключает использования раскислителей.
б. Если требования параграфа UW-30 раздела VIII Норм ASME по котлам и сосудам под давлением соблюдаются, исходный материал не требует предварительного нагрева при сварке на месте.
в. Операции ковки или формовки могут выполняться путем ковки, прессования, перфорации, экструзии, высадки, прокатки, гибки, сварки, сварки или комбинации этих операций.
Все сварные швы, включая сварные соединения, должны быть:
в.1. Изготовлено сварщиками, операторами сварки и методами сварки в соответствии с разделом IX Правил ASME для котлов и сосудов под давлением.
в.2. Термическая обработка в соответствии с ASTM A860.
в.3. Общая длина каждого сварного шва, проверенная рентгенографически, соответствует нормам ASME для котлов и сосудов под давлением.
д. Сварные соединения фитингов A860 должны быть выполнены в соответствии с UW-35(a), частью Кодекса ASME по котлам и сосудам под давлением, раздел VIII.
Термическая обработка
ASTM A860 WPHY42, 46, 52, 56, 60, 65 и 70, все фитинги должны быть подвергнуты термической обработке. Арматура, сформированная выше преобразованной температуры или изготовленная сваркой, перед термообработкой должна быть охлаждена до критической температуры. Методы, включая нормализацию, закалку, отпуск или снятие напряжения в соответствии со спецификацией ASTM A960/960M.
Требования к твердости
Фитинги по ASTM A860 должны иметь максимальную твердость 22 HRC (235 HBW).
Гидростатический тест
Гидростатические испытания не требуются настоящей спецификацией.